Unique Pump Systems, Kailash Industrial Complex, Vikhroli (W)
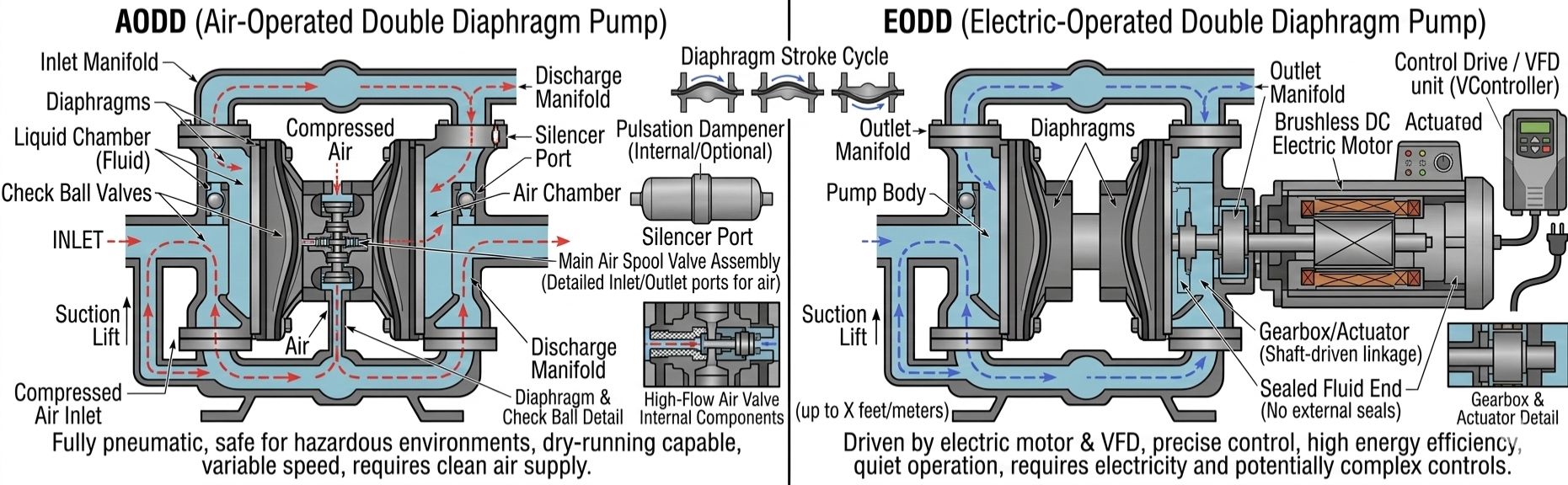
Air Operated Double Diaphragm (AODD) and Electric Operated Double Diaphragm (EODD) pumps are both positive displacement diaphragm pumps that move fluid through the alternating motion of two flexible diaphragms. The fundamental pumping action is the same — what is different is how that motion is generated, how accurately it can be controlled, what it costs to run, and which operating environments each type is suited for.
For many industrial plants currently running AODD pump, the question is not just 'which is better' but specifically 'does the energy, control, and cost case justify converting existing AODD installations to EODD?' This guide answers both questions in full — including the compressed air energy cost mathematics, a five-year total cost of ownership comparison, a diaphragm material selection reference, and a structured decision framework to guide the selection for any specific application. For context on related pump technologies used in industrial fluid handling, see also the gear pump range, which serves different viscosity and pressure requirements in process applications.
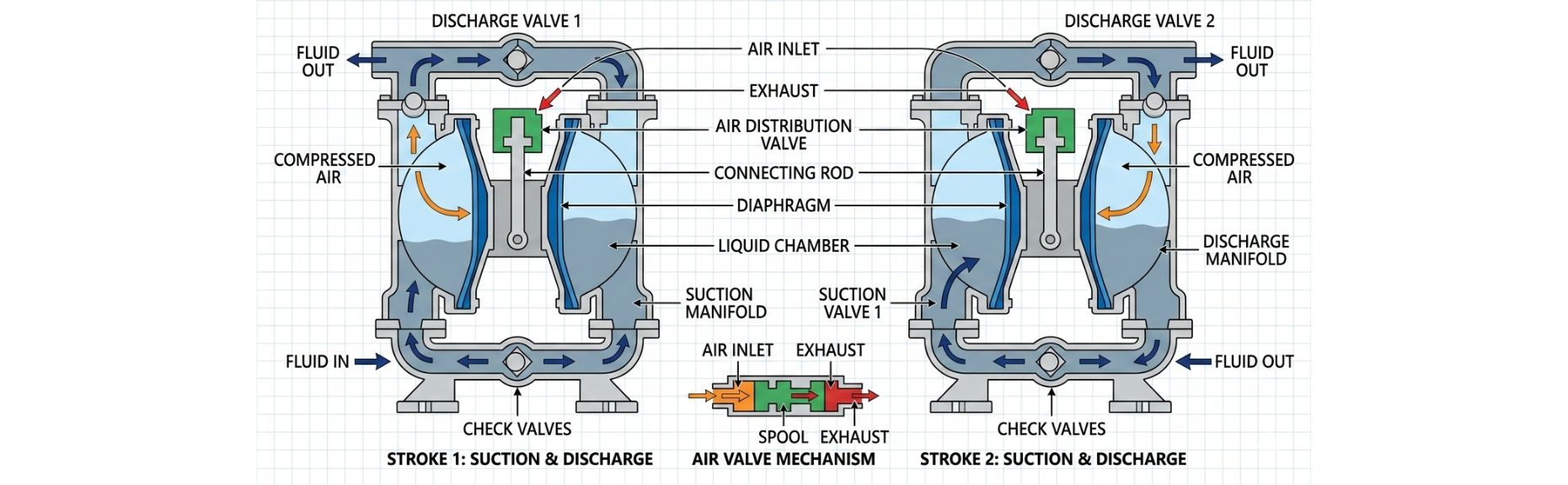
An AODD pump uses compressed air as its motive force. Compressed air is supplied to the pump's central air distribution valve, which alternately directs air pressure to one diaphragm chamber while simultaneously exhausting air from the opposite chamber. This creates a push-pull motion: one diaphragm is pushed outward (discharging fluid) while the other is pulled inward (drawing fluid in). When the air valve senses that one stroke is complete, it switches — the process reverses and the other diaphragm completes its stroke.
The air distribution valve (also called the air shift valve or pilot valve) is the critical component that makes AODD pumps self-cycling. It requires no external control signal — it is triggered mechanically or pneumatically by the position of the diaphragm at the end of each stroke. This is why AODD pumps are inherently simple to operate: connect compressed air, open the fluid inlet and outlet, and the pump runs. No motor starter, no variable frequency drive, no control panel required.
However, this simplicity comes with a limitation: the air valve creates a characteristic stall point. If downstream back-pressure exceeds the supply air pressure, the diaphragm stalls mid-stroke — the pump stops. This is actually a useful feature in some applications (automatic pressure relief behaviour), but it means AODD flow rate is sensitive to both air supply pressure and downstream resistance in a way that EODD is not.
Because the two diaphragms discharge on alternate strokes rather than simultaneously, AODD pumps produce pulsating flow. The pulse frequency is determined by the stroke rate (cycles per minute), which itself depends on air supply pressure, air flow volume, and fluid viscosity. At typical operating conditions, an AODD pump produces one pressure pulse per diaphragm stroke — creating a characteristic rhythmic beat that can cause vibration in pipework and pulsation-related measurement errors in flow instrumentation.
Pulsation dampers (surge suppressors) installed on the discharge line are the standard mitigation. A properly sized pulsation damper reduces peak-to-trough pressure variation from 30–50% of mean pressure to under 5% — effectively smoothing the flow for downstream instruments and sensitive processes.
An EODD pump replaces the compressed air drive with an electric motor, but it is not simply an AODD pump with the air valve swapped for a motor. The mechanism by which the motor drives the diaphragms determines the pump's performance characteristics.
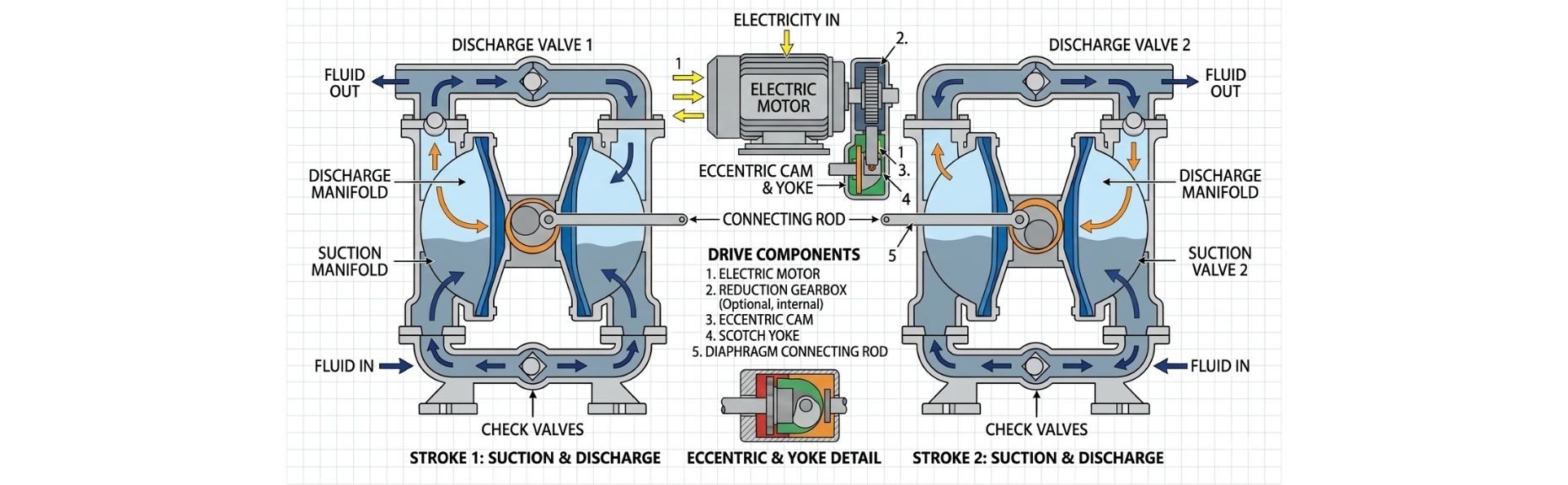
In the most widely used EODD design, the electric motor drives an eccentric shaft or crankshaft mechanism. As the eccentric rotates, it converts the motor's rotary motion into the linear reciprocating motion needed to drive the diaphragms back and forth. Unlike the AODD's air-shifted alternating strokes, the eccentric drive is mechanically timed — both diaphragms move in a precisely defined, predictable relationship to motor shaft position. This mechanical coupling gives EODD pumps their defining advantage: flow rate is directly and linearly related to motor speed, with no dependence on supply pressure variation or air valve stall.
Some EODD designs use a linear electric actuator (servo or stepper motor driven) directly connected to each diaphragm. This approach provides the highest possible metering precision — stroke length, speed, and force can each be independently programmed. Linear actuator EODD pumps are used in precision chemical dosing, pharmaceutical batch processes, and laboratory applications where flow accuracy to ±0.5% or better is required.
In an AODD pump, flow rate is adjusted by throttling the air supply pressure or air volume using a regulator. This is a blunt instrument: changes in downstream pressure affect the stroke rate, so the relationship between air regulator setting and actual flow rate is not linear and shifts as system conditions change. Accurate flow control with an AODD pump requires a downstream flow meter feeding back to a control system — adding cost and complexity.
In an EODD pump connected to a variable frequency drive (VFD), motor speed is adjusted directly and precisely. Because the eccentric mechanism is mechanically coupled to the diaphragm, flow rate is proportional to motor speed — a 10% reduction in motor speed gives exactly a 10% reduction in flow. This makes EODD pumps inherently suitable for automated process control, batching systems, and any application requiring a stable set-point flow rate.
Because the EODD's eccentric mechanism drives both diaphragms in a controlled sinusoidal motion rather than the AODD's abrupt air-shifted strokes, pulsation amplitude is substantially lower. At equivalent flow rates, a well-designed EODD pump typically produces pressure pulsation of 5–10% of mean pressure — compared to 30–50% for an AODD pump without a pulsation damper. For applications using in-line flow measurement, pH sensors, or other instrumentation sensitive to pulsation, this difference is significant.
The energy efficiency comparison between AODD and EODD is the most quantifiable difference, and it is often the primary financial driver for EODD conversion projects. The numbers are more substantial than most users initially expect.
A compressed air system converts electrical energy into potential energy stored in pressurised air. The conversion process is inherently inefficient:
Practical result: To deliver 1 kW of useful mechanical work to the diaphragm of an AODD pump, a compressed air system typically consumes 7–10 kW of electrical energy at the compressor. An EODD pump delivering the same mechanical work consumes approximately 1.1–1.3 kW of electrical energy — an efficiency ratio of 6:1 to 8:1 in favour of EODD.
The following example illustrates the financial case for a medium-duty chemical transfer application running 16 hours per day, 300 days per year.
| Cost Factor | AODD Pump | EODD Pump |
|---|---|---|
| Pump purchase price (indicative) | ₹45,000 – ₹85,000 | ₹1,20,000 – ₹2,20,000 |
| VFD / control panel (if required) | ₹0 (not applicable) | ₹25,000 – ₹60,000 |
| Air compressor share (allocated cost) | ₹80,000 – ₹1,50,000 | ₹0 (not applicable) |
| Annual energy cost at ₹8/kWh (medium flow) | ₹60,000 – ₹1,20,000/yr | ₹10,000 – ₹20,000/yr |
| Annual diaphragm replacement | ₹8,000 – ₹18,000/yr | ₹8,000 – ₹18,000/yr |
| Air filter / lubricator / regulator service | ₹5,000 – ₹10,000/yr | ₹0 (not applicable) |
| Motor / drive service (annual) | ₹0 | ₹3,000 – ₹6,000/yr |
| Approximate 5-year total operating cost | ₹4,00,000 – ₹7,50,000 | ₹95,000 – ₹1,70,000 |
| Typical payback period on EODD premium | — | 12 – 24 months |
These are illustrative figures based on typical Indian industrial electricity costs and compressed air system efficiencies. Actual savings depend on air compressor efficiency, electricity tariff, pump duty cycle, and fluid conditions. For applications running under 4 hours per day, the energy saving case weakens and other factors (ATEX requirement, control need, portability) should drive the decision.
For plants handling flammable, explosive, or volatile fluids, the area classification (ATEX in Europe/India, IECEx globally) is often the deciding factor — and it is one the competitor's guide addresses only superficially.
| Zone | Definition | AODD Suitability | EODD Suitability |
|---|---|---|---|
| Zone 0 | Explosive atmosphere present continuously or for long periods | Standard AODD: Fully suitable (no electricity in hazardous zone) | Not suitable — no electrical component is permissible in Zone 0 |
| Zone 1 | Explosive atmosphere likely to occur in normal operation | Standard AODD: Fully suitable | EODD with ATEX Group II, Category 2 certification required — available but costly |
| Zone 2 | Explosive atmosphere not likely in normal operation but possible | Standard AODD: Fully suitable | EODD with ATEX Category 3 certification suitable — more widely available |
| Non-classified (Safe area) | No explosive atmosphere present | Suitable, but energy inefficiency is unnecessary cost | Standard EODD: Ideal — full energy and control advantages apply without ATEX cost |
A critical nuance: AODD pumps are intrinsically safe in hazardous zones because the compressed air supply line carries no ignition risk. Even in Zone 0, where a single spark would be dangerous, a standard AODD pump with appropriate static grounding is compliant. EODD pumps with ATEX certification are available for Zone 1 and Zone 2, but they carry a significant cost premium (typically 2–3x the standard EODD price) and require more rigorous installation standards.
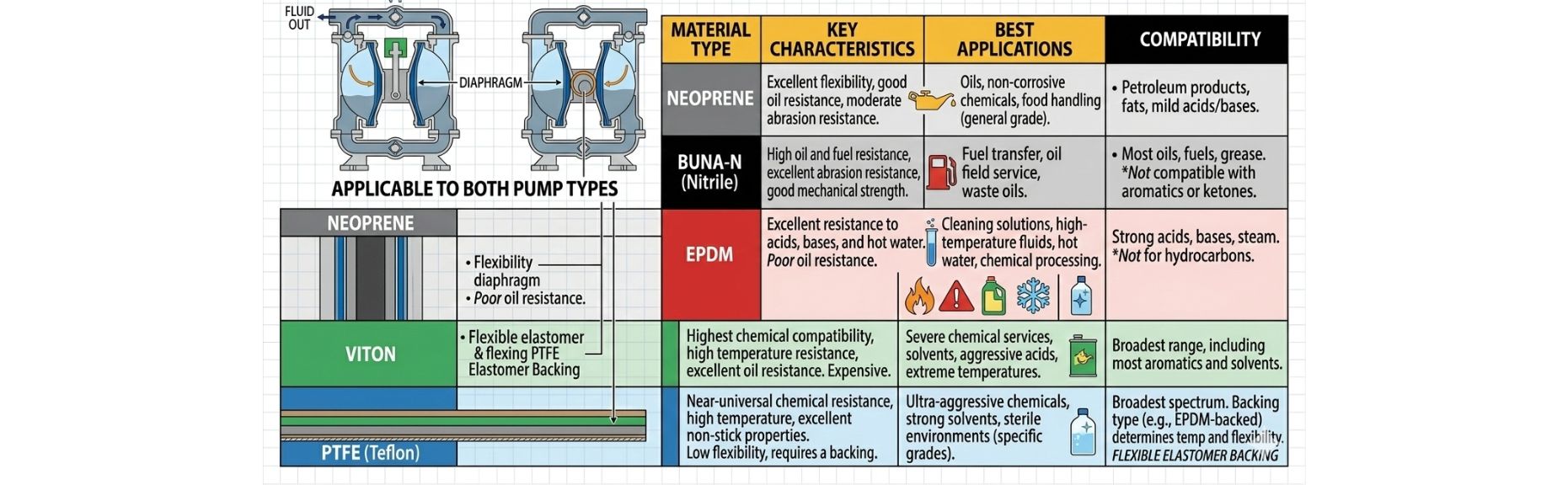
Both AODD and EODD pumps use flexible diaphragms as the fluid-contact pumping element. The diaphragm material determines chemical compatibility, temperature range, flex life (number of cycles before fatigue failure), and suitability for abrasive or high-solid fluids. This selection is identical regardless of whether the pump is air or electrically driven.
| Diaphragm Material | Best For | Avoid With | Max Temp | Relative Life |
|---|---|---|---|---|
| PTFE (Polytetrafluoroethylene) | Highly aggressive chemicals — concentrated acids, solvents, oxidisers; broadest chemical resistance | High-abrasion slurries (PTFE is relatively soft and notch-sensitive) | 120°C | Moderate — PTFE is stiffer, higher fatigue stress per cycle |
| Santoprene (TPE) | General industrial duty — oils, water, mild chemicals; excellent flex fatigue life | Strong solvents (MEK, acetone), concentrated acids | 100°C | High — most flex cycles before fatigue failure |
| EPDM (Ethylene Propylene) | Water, steam, alkalis, ozone-exposed environments; good UV resistance | Petroleum oils, fuels, most solvents | 120°C | High |
| Neoprene | Oils, fuels, refrigerants, mild acids; good abrasion resistance | Strong oxidising acids, ketones, esters | 95°C | High — good abrasion resistance |
| Hytrel (Polyester TPE) | Hydrocarbons, oils, fuels; better solvent resistance than Santoprene | Strong acids, strong alkalis | 100°C | High — good balance of flex life and chemical resistance |
| Viton (FKM) | Chlorinated solvents, aromatic hydrocarbons, fuels; high temperature | Ketones (MEK, acetone), esters, amines | 150°C | Moderate |
| Buna-N (NBR) | Petroleum oils, fuels, hydraulic fluids; cost-effective general oil service | Ozone, ketones, strong acids, polar solvents | 95°C | Moderate |
For aggressive chemical applications, specify PTFE-laminated diaphragms (a PTFE face bonded to a Santoprene or EPDM backing). This gives the chemical resistance of PTFE with the flex fatigue life of an elastomeric backing material — better than either material alone in the most demanding services.
Noise is a frequently overlooked factor in pump selection, particularly where pumps are installed near control rooms, laboratories, or in facilities with occupational noise exposure limits (typically 85 dB(A) 8-hour TWA under Indian Factories Act provisions).
| Operating Condition | AODD Pump Noise Level | EODD Pump Noise Level |
|---|---|---|
| Typical operating noise at 1 metre | 75 – 90 dB(A) | 60 – 72 dB(A) |
| Air exhaust contribution | Significant — each diaphragm stroke exhausts air (can be reduced with silencer) | None — no air exhaust |
| Pipework vibration transmission | Moderate to high — pulsation creates vibration in connected pipework | Low — reduced pulsation |
| Noise mitigation options | Exhaust silencer on air outlet (reduces noise by 10–15 dB); acoustic enclosure | Acoustic enclosure for motor; VFD reduces speed and therefore noise at lower flows |
For facilities with multiple AODD pumps running simultaneously in an enclosed pump room, cumulative noise levels regularly exceed 85 dB(A) — requiring hearing protection and triggering occupational health compliance requirements. EODD pumps in the same installation typically remain below this threshold without additional mitigation.
Both pump types are lower maintenance than shaft-sealed rotary pumps because the diaphragm is the only dynamic seal — there are no mechanical face seals, no shaft bearings in the fluid stream, and no impeller clearances to maintain. However, AODD and EODD have different maintenance profiles.
| Maintenance Item | AODD Pump | EODD Pump | Frequency |
|---|---|---|---|
| Diaphragm inspection / replacement | Required — driven by cycle count and fluid aggressiveness | Required — same diaphragm wear mechanisms apply | Annually or per OEM cycle count limit |
| Check valve inspection | Required — ball or flap valves wear from abrasive fluids | Required — same check valves used | 6-monthly in abrasive service; annually otherwise |
| Air valve / pilot valve | Inspect for wear or sticking; replace seals | Not applicable | Annually or if stall/surge behaviour changes |
| FRL unit (Filter-Regulator-Lubricator) | Essential — clean air filter regularly; drain moisture separator | Not applicable | Weekly check; monthly filter element service |
| Electric motor / bearings | Not applicable | Inspect motor temperature, bearing noise, insulation resistance | Annually or per motor OEM schedule |
| VFD (if fitted) | Not applicable | Clean air filter in VFD enclosure; check connection torques | 6-monthly |
| Eccentric / crankshaft mechanism | Not applicable | Inspect for wear, re-grease as specified | Per OEM schedule (typically 2-yearly) |
| Static bonding / earthing check | Essential in flammable fluid service | Required for ATEX units | Annual or after any maintenance |
Net maintenance conclusion: AODD pump maintenance is simpler — any technician familiar with the pump can replace a diaphragm or clean the air valve. EODD pump maintenance requires basic electrical competency for motor and VFD service in addition to the diaphragm and check valve work. However, the elimination of the air supply system (compressor maintenance, FRL units, distribution pipework) reduces overall plant maintenance workload for EODD installations.
This is one of the clearest differentiators — and one where AODD pumps have a genuine, unchallenged advantage in certain scenarios.
For applications that need to be moved, repositioned seasonally, or operated in locations without electrical infrastructure, AODD remains the only practical choice regardless of energy efficiency considerations. The EODD energy efficiency advantage only applies when a permanent installation is both possible and appropriate.
For plants with multiple permanently installed AODD pumps in non-hazardous or Zone 2 areas, conversion to EODD is increasingly common as a capital project with a calculated payback period. Here is a structured approach to evaluating and executing a conversion:
For each candidate pump, calculate:
Use this framework to make the AODD vs EODD decision systematically. Work through the questions in order — the first question that produces a definitive answer ends the analysis.
| Question | If YES | If NO |
|---|---|---|
| Is the pump location in ATEX Zone 0? | → AODD only. No electrical pump is permissible. | Continue to next question |
| Is the pump location in ATEX Zone 1? | → AODD preferred. ATEX Cat 2 EODD is technically possible but expensive — evaluate cost. | Continue to next question |
| Is the installation portable or frequently relocated? | → AODD. EODD portability is impractical. | Continue to next question |
| Is compressed air the only available energy source at the location? | → AODD. No choice exists. | Continue to next question |
| Will the pump run less than 4 hours per day? | → AODD. Energy saving from EODD insufficient to justify capital premium. | Continue to next question |
| Is precise flow control or automation integration required? | → EODD strongly preferred. AODD flow control is fundamentally imprecise. | Continue to next question |
| Is noise level below 75 dB(A) a requirement at the pump location? | → EODD preferred. AODD noise mitigation is less reliable. | Continue to next question |
| Is the pump running more than 8 hours/day in a safe area? | → EODD. Energy and TCO case is compelling; calculate payback. | AODD remains suitable — evaluate based on control and noise requirements above |
| Feature | AODD Pump | EODD Pump |
|---|---|---|
| Drive mechanism | Compressed air via air distribution valve | Electric motor via eccentric or linear actuator |
| Power source | Compressed air (3–8 bar supply) | Electricity (single or three phase) |
| Flow control method | Air pressure / volume regulator — non-linear | VFD motor speed control — linear and precise |
| Flow accuracy | ±5–15% of set point (varies with back pressure) | ±1–3% of set point (VFD controlled) |
| Energy efficiency (pump to useful work) | 5–15% (compressed air system losses) | 75–90% (direct electrical drive) |
| Pulsation level | 30–50% without damper; 3–5% with damper | 5–10% inherent; <3% with damper |
| Dry-run capability | Yes — indefinitely without damage | Yes — with built-in protection (limited duration) |
| ATEX Zone 0 suitability | Yes — inherently safe | No |
| ATEX Zone 1 suitability | Yes — standard design | ATEX Cat 2 certification required |
| ATEX Zone 2 suitability | Yes — standard design | ATEX Cat 3 certification (widely available) |
| Noise level at 1 metre | 75–90 dB(A) | 60–72 dB(A) |
| Portability | High — air hose only required | Low — fixed electrical installation required |
| Diaphragm materials | PTFE, Santoprene, EPDM, Neoprene, Hytrel, Viton, NBR | Same — identical fluid contact components |
| Solid particle handling | Up to 10 mm (pump-size dependent) | Same — same check valve and diaphragm geometry |
| Self-priming | Yes — excellent suction lift | Yes — equivalent suction capability |
| Dead-head (shutoff) tolerance | Yes — stalls safely against back pressure | Yes — with motor overload protection and controls |
| 5-year energy cost (medium duty) | High — ₹3–7.5 lakh | Low — ₹0.95–1.7 lakh |
| Capital cost (pump only) | Lower — ₹45k–₹85k | Higher — ₹1.2L–₹2.2L |
| Maintenance complexity | Simple — no electrical skills required | Moderate — electrical competency needed for motor/VFD |
| Automation / SCADA integration | Limited — no native signal output | Full — VFD provides speed, current, fault signals |
| Best application profile | Portable, hazardous zone, intermittent, no electrical supply | Continuous duty, safe area, precision control, energy saving |
Unique Pump Systems manufactures and supplies AODD pumps across a full range of materials — Polypropylene, PTFE, Aluminium, and Stainless Steel — in sizes from ½" to 3" for industrial, chemical, and hazardous area applications. For guidance on whether your specific application is best served by AODD or EODD technology, or to discuss a conversion from air-operated to electrically-driven diaphragm pumping, contact our application engineering team. For full specifications and models, see our gear pump and AODD pump range pages or reach out directly for a recommendation tailored to your fluid, flow, and installation requirements.
AODD and EODD pumps share the same positive displacement diaphragm pumping mechanism and the same fluid-contact components. The critical differences are in how the diaphragm motion is generated, the energy efficiency of that generation, the precision and ease of flow control, the suitability for hazardous areas, and the total cost of ownership over a pump's service life.
AODD pumps are the right choice for hazardous zone applications, portable or remotely located installations, and intermittent duty where the energy efficiency penalty is not significant. EODD pumps are the right choice for continuous-duty fixed installations in safe or Zone 2 areas, wherever precise flow control is needed, and wherever the compressed air energy cost at an AODD pump represents a significant ongoing operating cost. The typical payback period on the EODD capital premium over AODD is 12–24 months for pumps running 8+ hours per day in continuous industrial service.
No. EODD pumps cannot be used in ATEX Zone 0 environments, cannot be made truly portable in the way AODD pumps can, and require a permanent electrical supply. For these scenarios, AODD remains the only practical option. For fixed installations in safe areas or Zone 2, EODD is generally the better long-term choice.
An AODD pump can run dry indefinitely without damage to the pump — the diaphragms continue to flex and the air valve continues to cycle. However, if the fluid being pumped was providing heat dissipation or lubrication to any downstream component (e.g., a control valve), the dry running may affect those components. Some AODD pump materials (particularly PTFE diaphragms) will generate static electricity during dry running in flammable fluid service — ensure grounding is maintained.
Fit a correctly sized pulsation damper (surge suppressor) on the discharge line, close to the pump outlet. The damper volume should be sized based on the pump's stroke volume and the allowable pressure variation for the application — your pump supplier can provide sizing guidance. Additionally, ensuring the pump runs at a consistent stroke rate (stable air supply pressure) reduces the irregularity of the pulse pattern.
Diaphragm life is primarily determined by the number of flex cycles, the fluid chemistry, and the differential pressure across the diaphragm — all of which are similar in AODD and EODD pumps running at equivalent duty. EODD pumps with eccentric drives may have a slightly smoother diaphragm stroke profile than AODD air-shifted strokes, which can extend diaphragm life in some designs. In practice, diaphragm replacement intervals are similar for both pump types under equivalent operating conditions.
EODD pump technology is currently most available in sizes up to approximately 3-inch port connections with flow rates up to 800–1000 LPM — similar to the AODD range. For very high flow requirements (above 1000 LPM), AODD pumps in larger sizes or multiple pump arrangements are more commonly available. EODD technology in larger sizes is an active area of product development.